
เทคนิคการบำรุงรักษาพื้นผิวออปติก
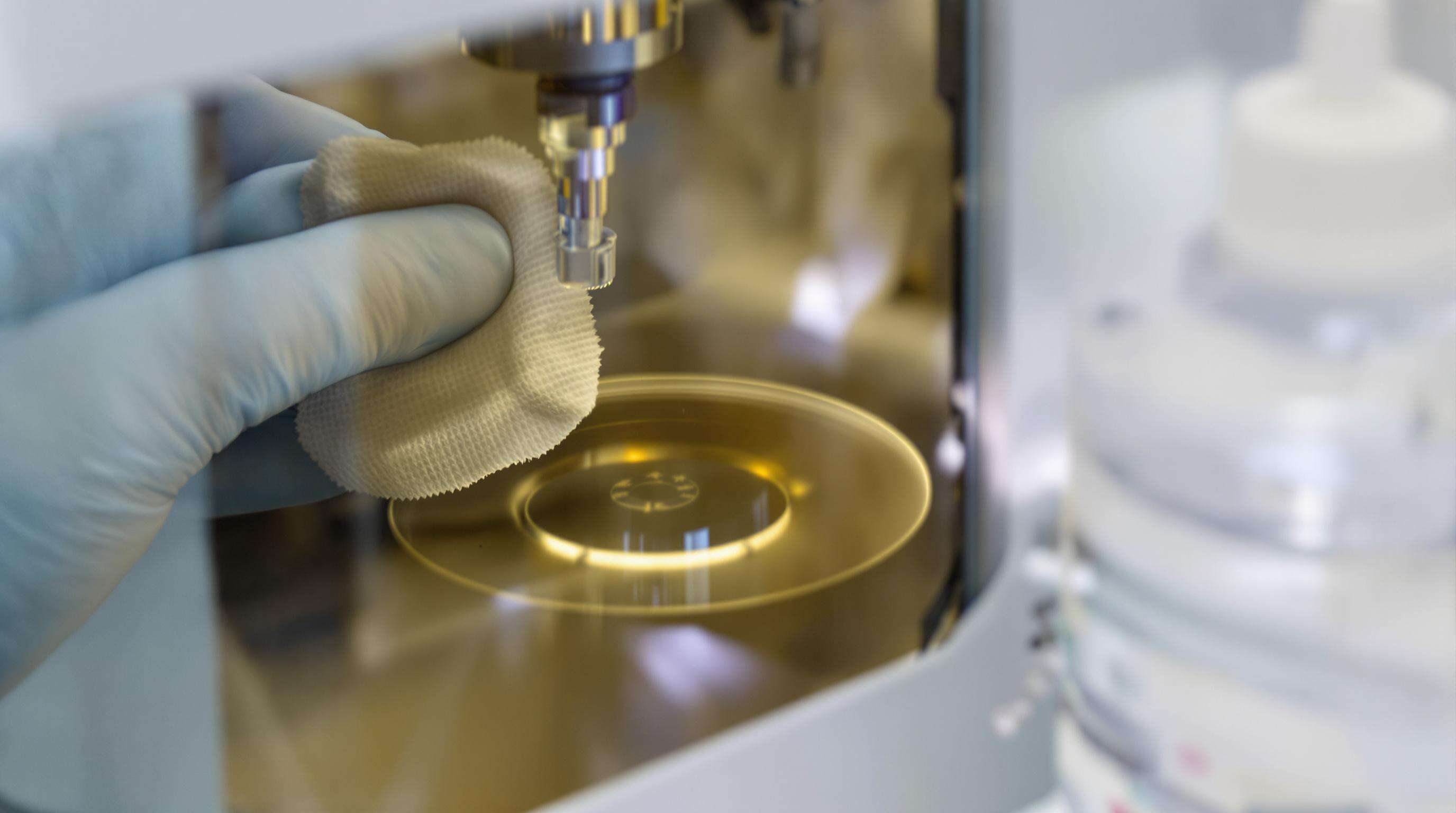
ทำความสะอาดพื้นผิวออปติกทุกวันด้วยผ้าไม่ทิ้งเสี้ยนและแอลกอฮอล์ไอโซโพรพิล 90% ขึ้นไป เพื่อป้องกันการสะสมของคราบตกค้าง หลีกเลี่ยงการใช้กระดาษชำระหรือวัสดุที่มีฤทธิ์กัดกร่อน รอยขีดข่วนเพียง 0.1 มม. สามารถลดความแม่นยำในการโฟกัสลำแสงได้ถึง 18% ( วารสารระบบเลเซอร์ 2023) ตรวจสอบภายใต้แสงที่ส่องมุมเอียงเพื่อตรวจหาสิ่งปนเปื้อนที่อาจมองไม่เห็นเมื่อส่องจากด้านหน้า
การกำจัดเศษวัสดุตกค้างจากพื้นที่ตัด/เอนกรีฟ
ใช้เครื่องดูดฝุ่นแบบ HEPA กรองเศษวัสดุตกค้างบนพื้นเอนกรีฟหลังจากทำงานแต่ละครั้ง สำหรับคราบที่ล้างออกยาก ให้ใช้สารเคมีที่ไม่ติดไฟได้แต่ใช้ในปริมาณที่เหมาะสมเพื่อป้องกันปัญหาการปรับเทียบ หากไม่ได้กำจัดเศษวัสดุตกค้าง อาจทำให้ต้องปรับโฟกัสบ่อยขึ้นถึง 22% และทำให้หัวฉีดสึกหรอเร็วขึ้น
การหล่อลื่นชิ้นส่วนกลไกเครื่องจักร
ใช้น้ำมันหล่อลื่นที่ผู้ผลิตกำหนดไว้กับ:
- รางเส้นตรง ครีมซิลิโคนทุก ๆ 120 ชั่วโมงของการใช้งาน
- ลูกปืนสกรู : น้ำมันความหนืดสูงรายสัปดาห์
- เกียร์แกน Z : สเปรย์ PTFE แบบแห้งรายเดือน
เช็ดสารหล่อลื่นส่วนเกินออกด้วยผ้าไมโครไฟเบอร์เพื่อป้องกันการสะสมของฝุ่น
การบำรุงรักษาชุดระบบระบายความร้อนสำหรับอุปกรณ์เลเซอร์ไฟเบอร์
การระบายความร้อนที่เหมาะสมจะช่วยยืดอายุการใช้งานเลเซอร์ไฟเบอร์ได้ 30—40% วารสารระบบเลเซอร์ 2023).
รอบการล้างครีบหม้อน้ำ

ฝุ่นที่เกาะบนครีบหม้อน้ำช่วยลดการระบายความร้อนได้มากถึง 22% ควรใช้ลมอัดทุกสองสัปดาห์ โดยเน้นที่บริเวณท่อไอเสียด้านหลัง สำหรับคราบสกปรกฝังแน่น ผ้าเช็ดทำความสะอาดไอโซโพรพิลแอลกอฮอล์จะช่วยรักษาความสมบูรณ์ของครีบหม้อน้ำ
กำหนดเวลาเปลี่ยนไส้กรองสารหล่อเย็น
เปลี่ยนไส้กรองสารหล่อเย็นแบบ Inline ทุกๆ 400 ชั่วโมงการทำงาน หรือทุกไตรมาส ตรวจสอบไส้กรองที่ใช้แล้วเพื่อหาอนุภาคโลหะ ซึ่งบ่งชี้ถึงการสึกหรอของแบริ่ง
แนวปฏิบัติที่ดีที่สุดในการตรวจสอบอุณหภูมิ
รักษาอุณหภูมิของสารทำความเย็นให้อยู่ระหว่าง 18—22°C โดยมีเซ็นเซอร์ความแม่นยำ ±0.5°C โปรแกรมการปิดเครื่องอัตโนมัติที่อุณหภูมิ 26°C เพื่อป้องกันการเกิดการเผาไหม้ลุกลาม
การตรวจสอบและปรับเทียบค่าความแม่นยำของระบบออปติกสำหรับเลเซอร์ตัดโลหะ
วิธีการตรวจสอบการจัดแนวเลนส์
ตรวจสอบการจัดแนวเป็นรายสัปดาห์โดยใช้การทดสอบบนกระดาษกริด ความเบี่ยงเบนที่เกิน ±0.05 มม. จะลดประสิทธิภาพการตัด เครื่องมือวัดการจัดแนวเลเซอร์สำหรับระบบอุตสาหกรรมสามารถวัดความแม่นยำได้ภายใน 5 ไมครอน
ขั้นตอนการทดสอบค่าการสะท้อนของกระจก
รักษาค่าการสะท้อนไว้ที่ระดับมากกว่า 98% เพื่อป้องกันการสูญเสียพลังงาน ทดสอบเป็นรายเดือนโดยใช้เซ็นเซอร์โฟโตไดโอด กระจก CO2 ที่เคลือบทองแดงต้องทำความสะอาดด้วยแอลกอฮอล์ปราศจากน้ำเพื่อกำจัดออกซิเดชัน
การจ่ายไฟฟ้าและการตรวจสอบก๊าซในระบบเลเซอร์ CO2
การตรวจสอบระดับความบริสุทธิ์ของก๊าซ
ใช้เครื่องวิเคราะห์ก๊าซอินฟราเรดตรวจสอบมลภาวะทุกไตรมาส ซึ่งอาจทำให้พลังงานลดลงถึง 20% เติมก๊าซตามชั่วโมงการใช้งาน ไม่ใช่ตามปฏิทิน
การรักษาความเสถียรของแรงดันไฟฟ้า
ความไม่เสถียรของแรงดันไฟฟ้าที่เกิน ±5% ทำให้หลอดสึกหรอเร็วขึ้น ติดตั้งเครื่องควบคุมแรงดันเฉพาะทางและทำการทดสอบด้วยมัลติมิเตอร์ทุกสัปดาห์ การตรวจสอบแบบเรียลไทม์ช่วยลดข้อผิดพลาดในการจัดแนวได้ 42%
โปรแกรมบำรุงรักษาตามกำหนดเวลาสำหรับเลเซอร์เชื่อม
การวางแผนล่วงหน้าช่วยลดเวลาการหยุดทำงานลง 38% ( Ponemon 2024).
รอบการเปลี่ยนหัวฉีดทุกสัปดาห์
เปลี่ยนหัวฉีดทุกๆ 7—10 ชั่วโมงการทำงาน เพื่อรักษาการไหลของก๊าซ การสะสมของคาร์บอนที่เกิน 0.3 มม. จะเพิ่มความเสี่ยงต่อการเกิดรูพรุนในการเชื่อมโลหะ 12%
การตรวจสอบหลอดเลเซอร์ประจำปี
ช่างเทคนิคที่ได้รับการรับรองควรประเมินหลอด โดยวัด:
| พารามิเตอร์ | ช่วงความคลาดเคลื่อน |
|---|---|
| ความเสถียรของโหมดลำแสง | ±2% การเบี่ยงเบน |
| ความบริสุทธิ์ของก๊าซ | ≥99.995% |
| ประสิทธิภาพในการทำความเย็น | ≤3°C ความแปรปรวน |
การฝึกอบรมผู้ปฏิบัติงานสำหรับเครื่องตัดด้วยเลเซอร์ขนาดเล็ก
การฝึกอบรมช่วยลดข้อผิดพลาดลง 38% ( วารสารเลเซอร์อุตสาหกรรม 2023).
การฝึกอบรมการจำแนกโค้ดแสดงข้อผิดพลาด
สอนผู้ปฏิบัติงานให้สามารถ:
- จับคู่รูปแบบข้อผิดพลาดกับสาเหตุที่เกิดข้อผิดพลาด
- แยกแยะการแจ้งเตือนที่เร่งด่วนออกจากที่ไม่เร่งด่วน
- ปรับตั้งค่าพารามิเตอร์ใหม่อย่างปลอดภัย
โปรโตคอลการปิดฉุกเฉิน
ดำเนินการหยุดทั้งหมดภายใน <8 วินาทีในกรณีฉุกเฉิน ขั้นตอนรวมถึงการปิดระบบไฟฟ้าแบบเป็นลำดับขั้นและการควบคุมอันตราย
การป้องกันสิ่งแวดล้อมสำหรับอุปกรณ์ทำเครื่องหมายด้วยเลเซอร์
ข้อกำหนดในการควบคุมความชื้น
รักษาความชื้นสัมพัทธ์ไว้ที่ 30—60% เพื่อป้องกันความเสี่ยงจากน้ำควบแน่นหรือไฟฟ้าสถิต
การตั้งค่าระบบป้องกันการสั่นสะเทือน
ใช้แผ่นรองกันการสั่นสะเทือนและทำการทดสอบการสั่นสะเทือนประจำเดือนเพื่อรักษาค่าไว้ที่ <10 ไมครอน
คำถามที่พบบ่อย
พื้นผิวทางแสงควรทำความสะอาดบ่อยแค่ไหน?
พื้นผิวทางแสงควรทำความสะอาดทุกวันโดยใช้ผ้าไม่ทิ้งเส้นใยและแอลกอฮอล์ไอโซโพรพิล
วัตถุประสงค์ของการดูดสูญญากาศบนพื้นแกะสลักคืออะไร?
การดูดฝุ่นบนเตียงแกะสลักช่วยกำจัดเศษวัสดุเพื่อป้องกันไม่ให้เกิดการโฟกัสซ้ำและยืดอายุการใช้งานหัวฉีด
การบำรุงรักษาระบบทำความเย็นมีความสำคัญอย่างไร
การทำให้ระบบทำความเย็นทำงานอย่างเหมาะสมสามารถยืดอายุของเลเซอร์ได้ 30—40% และต้องมีการล้างทำความสะอาดและเปลี่ยนตัวกรองเป็นประจำ
ระดับความบริสุทธิ์ของก๊าซมีผลต่อระบบเลเซอร์ CO2 ได้อย่างไร
การปนเปื้อนของความบริสุทธิ์ก๊าซสามารถลดกำลังงานลงได้ถึง 20% ดังนั้นการตรวจสอบและเติมก๊าซเป็นประจำจึงมีความสำคัญ
สารบัญ
- เทคนิคการบำรุงรักษาพื้นผิวออปติก
- การกำจัดเศษวัสดุตกค้างจากพื้นที่ตัด/เอนกรีฟ
- การหล่อลื่นชิ้นส่วนกลไกเครื่องจักร
- การบำรุงรักษาชุดระบบระบายความร้อนสำหรับอุปกรณ์เลเซอร์ไฟเบอร์
- รอบการล้างครีบหม้อน้ำ
- กำหนดเวลาเปลี่ยนไส้กรองสารหล่อเย็น
- แนวปฏิบัติที่ดีที่สุดในการตรวจสอบอุณหภูมิ
- การตรวจสอบและปรับเทียบค่าความแม่นยำของระบบออปติกสำหรับเลเซอร์ตัดโลหะ
- วิธีการตรวจสอบการจัดแนวเลนส์
- ขั้นตอนการทดสอบค่าการสะท้อนของกระจก
- การจ่ายไฟฟ้าและการตรวจสอบก๊าซในระบบเลเซอร์ CO2
- การตรวจสอบระดับความบริสุทธิ์ของก๊าซ
- การรักษาความเสถียรของแรงดันไฟฟ้า
- โปรแกรมบำรุงรักษาตามกำหนดเวลาสำหรับเลเซอร์เชื่อม
- รอบการเปลี่ยนหัวฉีดทุกสัปดาห์
- การตรวจสอบหลอดเลเซอร์ประจำปี
- การฝึกอบรมผู้ปฏิบัติงานสำหรับเครื่องตัดด้วยเลเซอร์ขนาดเล็ก
- การฝึกอบรมการจำแนกโค้ดแสดงข้อผิดพลาด
- โปรโตคอลการปิดฉุกเฉิน
- การป้องกันสิ่งแวดล้อมสำหรับอุปกรณ์ทำเครื่องหมายด้วยเลเซอร์
- ข้อกำหนดในการควบคุมความชื้น
- การตั้งค่าระบบป้องกันการสั่นสะเทือน
- คำถามที่พบบ่อย

